Hiệu chuẩn thước vạch là một trong những dịch vụ chính của hiệu chuẩn đo độ dài tại ISOCAL. Trong bài viết sau, hãy cùng ISOCAL tìm hiểu quy trình hiệu chuẩn thước vạch theo văn bản kỹ thuật đo lường Việt Nam nhé!
Phạm vi áp dụng hiệu chuẩn
Quy trình được dùng để hiệu chuẩn cho thước vạch có phạm vi đo không quá 2000 mm, dùng để kiểm định ban đầu thước cuộn cấp chính xác 1, 2, 3.
Diễn giải thuật ngữ
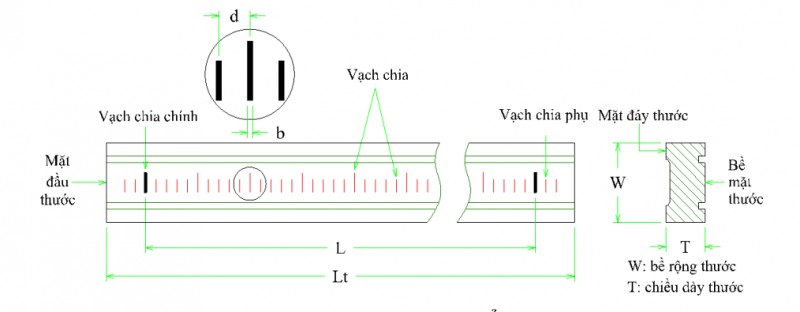
- Vạch chia: là các vạch được khắc, in… trên thước.
- Vạch chia chính: là 2 vạch chia thể hiện độ dài danh nghĩa của thước.
- Vạch chia phụ: là các vạch chia nằm ngoài 2 vạch chia chính.
- Chiều dài tổng, ký hiệu Lt: là độ dài tối đa của thước được giới hạn bởi 2 đầu thước.
- Chiều dài danh nghĩa, ký hiệu L: là giá trị đo lớn nhất của thước.
- Phạm vi đo: gồm tập hợp các giá trị đo thước thể thể hiện với sai số nằm ở giới hạn cho phép. Giá trị này được xác định bằng khoảng cách giữa đường tâm của 2 vạch chia/
- Giá trị độ chia, ký hiệu d: là giá trị giữa hai vạch chia liền kề nhau.
- Bề rộng vạch chia, ký hiệu b: là khoảng cách giữa 2 đường biên của vạch.
Các phép hiệu chuẩn thước vạch
- Kiểm tra bên ngoài.
- Kiểm tra kỹ thuật
- Kiểm tra đo lường
Điều kiện hiệu chuẩn thước vạch
Khi tiến hành hiệu chuẩn, phải đảm bảo các điều kiện sau:
- Nhiệt độ: 18 – 22 độ C.
- Độ ẩm: 40 – 60 %RH.
Chuẩn bị hiệu chuẩn
Trước khi tiến hành hiệu chuẩn, thước vạch và chuẩn phải được vệ sinh sạch sẽ và đặt cạnh nhau trong phòng đo ít nhất 6 tiếng đồng hồ để ổn định nhiệt độ.
Tiến hành hiệu chuẩn thước vạch
Kiểm tra bên ngoài
Phải kiểm tra bên ngoài thước vạch theo các tiêu chuẩn sau:
- Thước vạch phải là thanh liền, không nối ghép, đứt gãy, mặt thước không bị khiếm khuyết hoặc hoen gỉ đến mức làm ảnh hưởng kết quả đo.
- Vạch chia phải rõ ràng, đều đặn, thẳng và vuông góc với trục đo. Các chữ số và ký hiệu, số hiệu của nhà sản xuất phải được ghi đầy đủ.
Kiểm tra kỹ thuật
Phải kiểm tra kỹ thuật thước vạch theo các tiêu chí sau:
- Kiểm tra bề rộng vạch chia.
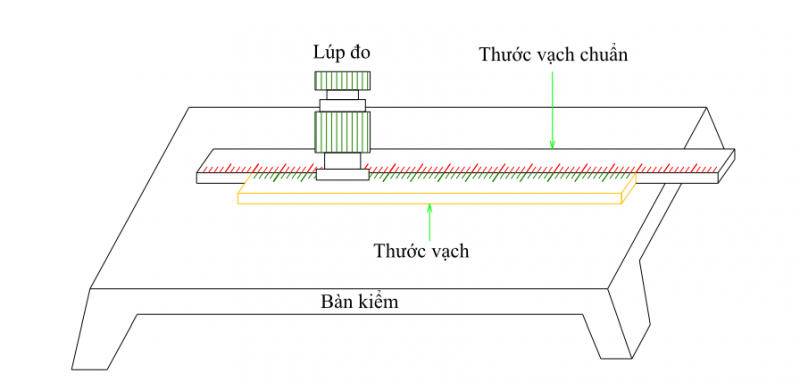
- Dùng dụng cụ quang học có độ chính xác và phóng đại phù hợp quan sát các vạch chia và đo bề rộng của ít nhất mười vạch chia ở đầu, giữa và cuối thước.
- Xác định bề rộng nhỏ nhất, lớn nhất và trung bình từ các giá trị đo được, trong đó giá trị nhỏ nhất không được bé hơn 70 % giá trị lớn nhất.
- Bề rộng trung bình của vạch chia không quá 0,12 mm.
- Kiểm tra độ phẳng bề mặt thước. Độ phẳng bề mặt thước vạch chuẩn không quá 0,1 mm.
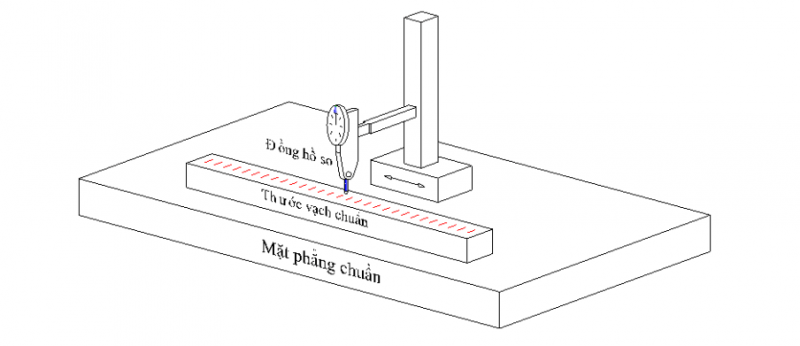
Kiểm tra đo lường
- Xác định vị trí kiểm tra:
Thước vạch được kiểm tra tại các vạch chia khác nhau lần lượt từ vạch chia chính đầu thước tới vạch chia chính cuối thước.
- Đo:
Sử dụng thiết đo thước vạch chuyên dụng để đo và xác định sai số tại các vị trí kiểm.
- Xác định sai số:
Sai số của thước vạch được tính bằng công thức sau:
Sau khi hiệu chuẩn, thước vạch đạt yêu cầu kỹ thuật và có tổng sai số không vượt quá sai số cho phép lớn nhất thì được cấp chứng chỉ hiệu chuẩn bao gồm tem hiệu chuẩn, giấy chứng nhận hiệu chuẩn theo quy định.
Chu kỳ hiệu chuẩn của thước vạch là 12 tháng.
Hiệu chuẩn thước vạch nói riêng hay việc thực hiện hiệu chuẩn, kiểm định máy móc, thiết bị nói chung là một trong những quy trình quan trọng và không thể thiếu. VÌ vậy, để đảm bảo cho hoạt động sản xuất, nghiên cứu, kinh doanh được diễn ra ổn định quý khách hàng có thể liên hệ với ISOCAL để được hỗ trợ tư vấn dịch vụ hiệu chuẩn chất lượng nhất.

